MIL-DTL-29478A(MC)
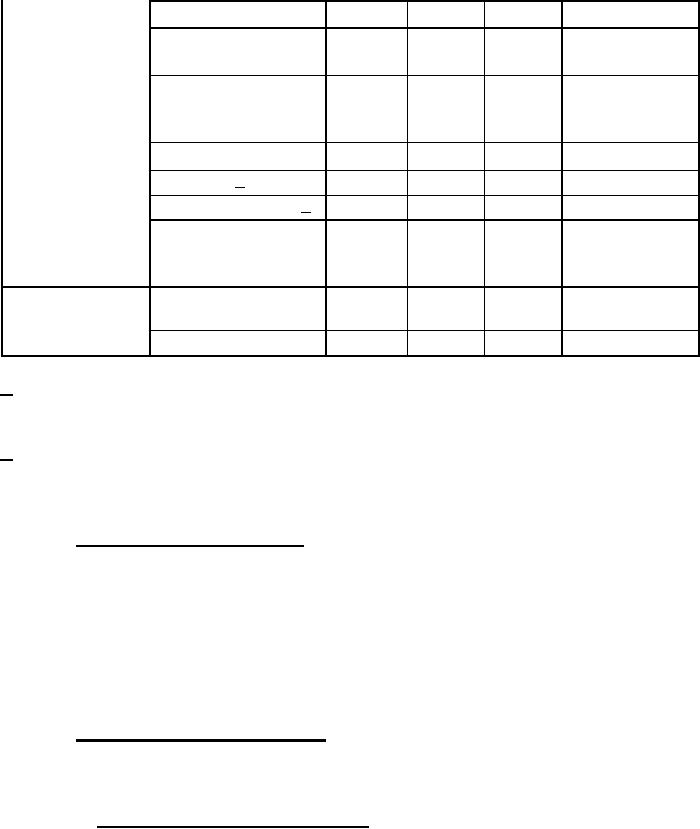
Ornamental braid
Weave
3.3.15
Visual
1
Pass or fail
Weight, oz. per
3.3.15
5041
1
To nearest
gross yards
3.3.15
4.5.2
0.1 oz.
Texture (picks and
3.3.15
Visual
5
Avg. of five
ends)
det. to nearest
whole no.
No. of carriers
3.3.15
Visual
1
To nearest no.
Shrinkage 1/
3.3.15
5558
Breaking strength 2/
3.3.15
5100
Colorfastness to:
3.3.15
5622
-wet (dry) cleaning
3.3.15
5660
-light
Hook and eye
Material
3.3.17
Std
1
Pass or fail
identification
com'l
Finish
3.3.17
4.5.1
1
Pass or fail
1/
Except that the width of the test specimen shall be the full
width of the braid.
2/
Breaking strength shall be determined on the full width of
the braid and the jaw dimensions shall be greater than the
width of the braid.
4.4.2 In-process inspection. Inspection shall be performed
during the manufacturing of the end item to ascertain that the
operations are performed as specified herein. The Government
reserves the right to determine the acceptability of construction
methods not performed in accordance with specified requirements
for operations or subassemblies. When specified in the contract
or purchase order a production/acceptance inspection procedures
and production inspection reports shall be prepared.
4.4.3 Examination of end item. The end item shall be examined
for defects listed in 4.4.3.2 through 4.4.3.3. The sample unit
shall be one coat.
4.4.3.1. Classification of defects. All defects shall be
classified as indicated below, except those numbered 1 and 2 in
the major classification column which shall be classified as
follows:
Major defect
- When seriously affecting appearance or
serviceability.
50
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business